PLASTIC:
Introduction:
Plastic or Polymers are classified into two categories:
1. Thermoplastics
2. Thermosets
Thermoplastics:
Thermoplastic polymers soften when heated and can be reshaped, the new
shape being retained on cooling. The process can be repeated many times by
alternate heating and cooling with minimal degradation of the polymer structure.
Thermosets:
Thermosetting polymers (or thermosets) cannot be softened and reshaped
by heating. They are plastic and moldable at some state of processing, but
finally set to a rigid solid and cannot be resoftened. Thermosets are generally
stronger and stiffer than thermoplastic.
Plastic Processing:
Though there are a wide variety of plastic product manufacturing
processes in use, the discussion of all of them is beyond the scope of this
book. We shall describe three common methods. These are
(i) Injection moulding,
(ii) Extrusion, and
(iii) Blow moulding.
Injection
moulding:
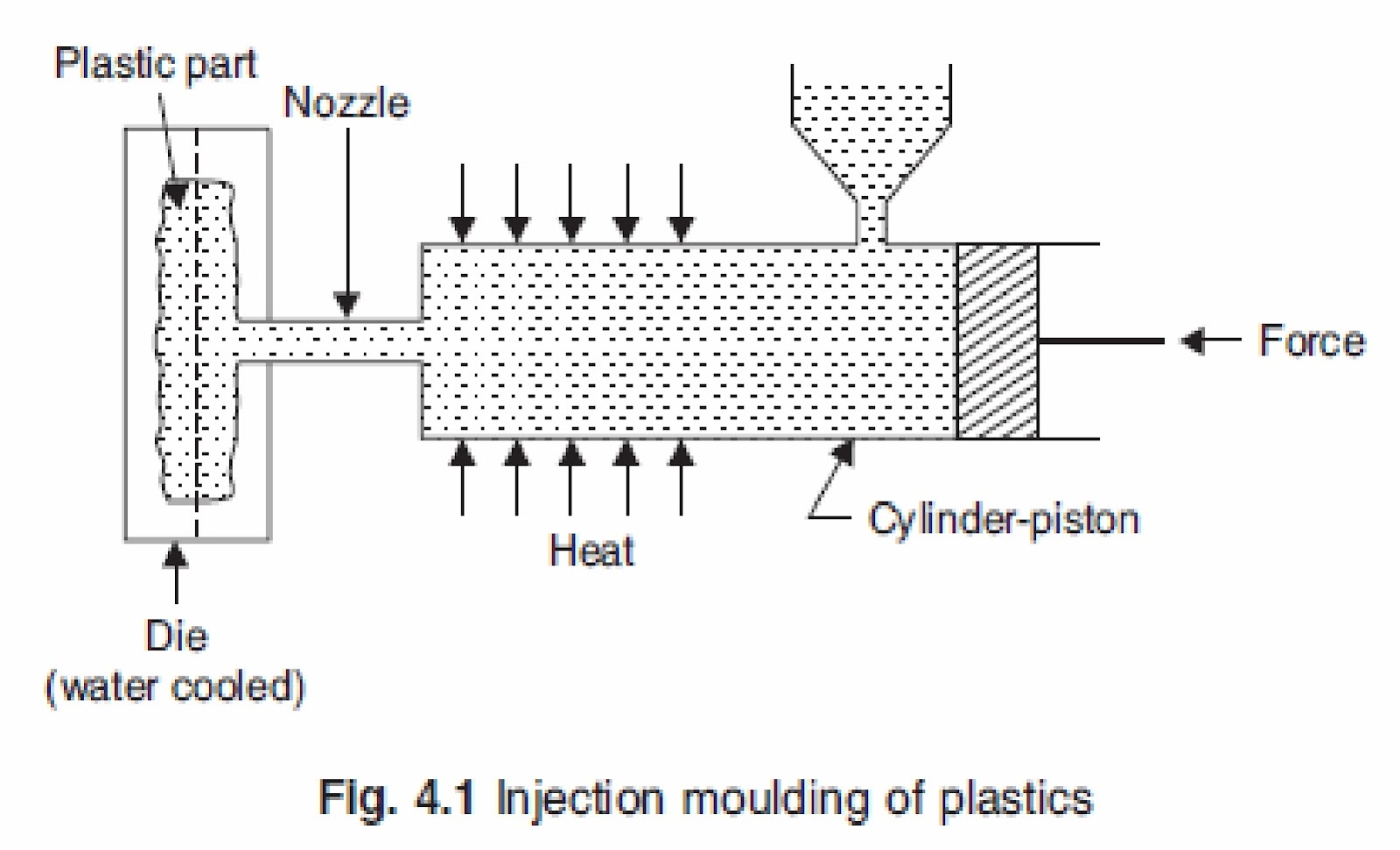
After the
plastic part has cooled and solidified, it is ejected out of the die and the
cycle starts all over again.
Extrusion:
This process is also
called extrusion moulding. This method is also suitable for thermoplastics, thermosetting
plastics are generally not suitable for extrusion. By extrusion, solid rods, pipes,
tubing and different sections can be made. A hopper feeds polymer material into
a chamber, which is kept heated. A screw rotates in the centre of this chamber
feeding the polymer material forward. Under the action of heat and pressure, it
starts flowing. In the front portion of the chamber, a (heated) die is fitted, which
provides the only exit for the material. As more and more material is screw fed,
a continuous stream of material is squeezed out from the die, its cross-section
acquiring the shape of the die. The material coming out of the die is cooled
and carried off by a suitable belt conveyer. The scheme of extrusion process is
shown in Fig.4.2

Blow moulding:
This process has been used for making plastic bottles, toys, hollow
dolls and similar other items. The blow moulding begins with a heated tubular
piece of plastic, which is called PARISON. The parison is positioned in between
a two piece mould as shown in Fig. 4.3.

The bottom opening of the parison gets pinch closed and sealed as the
two piece mould closes. Air is then injected into the parison under pressure (0.7–10
kg/cm2) thereby forcing the plastic to acquire the shape of the mould. The
mould is opened and the part formed inside the mould is removed after it has
cooled sufficiently. The above process is similar to making articles of glass
by blowing air into a mass of molten glass.
Nice Post! Thanks for sharing. You provide very informative blog.
ReplyDeleteGTB components is a leading powder metal manufacturer and supplier.